Machinery
Ecnity redefine mechanical equipment performance by combining intelligent energy-saving technology, advanced heat dissipation, and reliable operation. From industrial machinery and robotics to HVAC systems and medical devices, our solutions enhance efficiency, reduce maintenance costs, extend equipment lifespan, and cut energy consumption by up to 50%. With low noise, easy operation, and durable design, Ecnity provides the ultimate support for industries seeking sustainable, high-performance, and future-ready mechanical systems.

Mechanical Equipment Overview
Mechanical equipment is the backbone of modern industry, performing a wide range of operations through diverse forms of mechanical movement. Each system is composed of essential components including:
- Driving devices
- Speed change mechanisms
- Transmission systems
- Working units
- Braking and protective devices
- Lubrication and cooling systems
During operation, mechanical equipment generates friction and heat, which can affect performance, reduce efficiency, and accelerate wear. Ensuring reliable operation, minimizing downtime, and extending the service life of machinery are key goals for manufacturers and engineers.
Heat Dissipation and Intelligent Motors
Heat management is critical for machinery performance. Mechanical parts, such as robotic arms or rotating units, produce heat that must be effectively transferred to the surrounding environment.
- Ecnity provide advanced solutions for heat dissipation:
- Axial flow fans installed on the outer shell of mechanical arms efficiently transfer heat to external air.
- Heat-dissipating tooth-shaped designs at joints maximize contact area with cooling media.
- Cover plates and duct designs optimize airflow, keeping machinery within safe operating temperatures.
In addition to cooling, energy-saving intelligent motors reduce mechanical wear, improve equipment integrity, and allow machinery to operate at peak efficiency. Soft-start functions, speed regulation, and remote feedback systems are integrated into EC motors, offering protection against overcurrent, overvoltage, and overloads while reducing energy consumption.


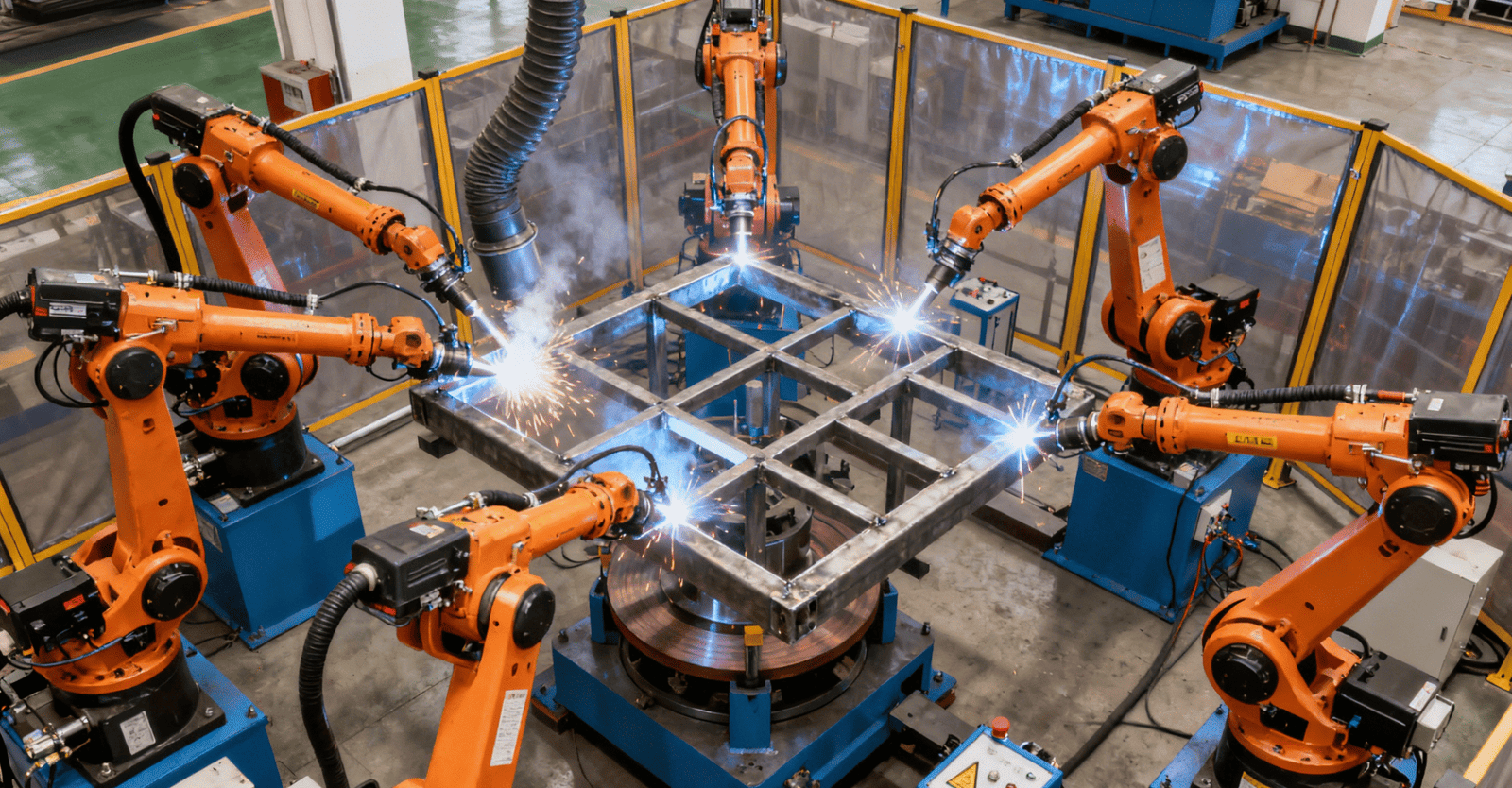
Applications Across Industries
Ecnity are widely adopted across a variety of mechanical equipment and systems, including:
- Automation & Robotics: Robot arms, intralogistics, conveyors, and palletizing systems
- Industrial HVAC & Climate Control: VAV systems, heat pumps, exhaust air systems, climate management
- Energy & Power Systems: Solar inverters, transformers, switch cabinets, control cabinets
- Medical & Laboratory Equipment: Imaging systems, dialysis machines, operating tables
- Heavy Industry & Construction: Mining machinery, construction machinery, agricultural machinery
- Manufacturing & Packaging: Machine tools, environmental protection machinery, general industrial equipment
These solutions enable high operational efficiency, extended equipment life, and reduced maintenance costs, while supporting energy-saving and sustainable production goals.
Ecnity bring significant performance benefits for mechanical equipment:
- Low Noise: Maintain a quiet working environment
- High Work Efficiency: Optimized airflow design ensures peak performance
- Energy Savings: Up to 50% reduction in electricity usage compared to traditional AC turbines
- Easy Operation: Simple installation and maintenance
- Long Service Life: Durable components designed for continuous operation
- No Disassembly Needed for Repairs: Reduces downtime and maintenance complexity
By integrating intelligent cooling solutions and EC motor technology, modern machinery can achieve superior reliability, efficiency, and sustainability — helping industries advance into the next era of industrial automation and energy-conscious manufacturing.
Precision
Innovation
Constant pursuit of smarter, quieter, and more solutions.
Customization
Tailor-made solutions for every unique project.
Integrity
Reliable products, transparent partnerships, long-term trust.
Sustainability
Driving energy efficiency to protect our shared future.
Why Choose ECNITY
ECNITY’s EC (Electronically Commutated) motors combine permanent magnet DC technology with intelligent electronic control, achieving up to 30% higher efficiency compared to conventional AC motors. This means lower energy consumption, reduced heat loss, and a greener operation for every system.
Every ECNITY solution is tailor-made — from airflow design and structure to control logic and interface protocols. Our modular approach ensures seamless integration with diverse system requirements, from HVAC and refrigeration to cleanroom and industrial ventilation.
Each fan undergoes dynamic balancing optimization and multi-point testing to ensure stable performance with minimal noise and vibration. Built with industrial-grade precision, ECNITY fans deliver over 50,000 hours of continuous operation in real-world applications.
Integrated EC controllers support multiple control signals such as PWM, 0–10V, and Modbus RTU, offering precise speed control, energy-saving operation, and IoT-ready remote monitoring for modern intelligent systems.
All ECNITY products strictly comply with CE, LVD, and RoHS standards, ensuring full compatibility with European regulations and energy directives. Our commitment to quality and compliance makes ECNITY a trusted partner for European OEMs.
ECNITY’s design philosophy centers around “Small but Smart.” Our compact EC fans deliver maximum performance within minimal space, providing efficient airflow solutions for dense system layouts and modular equipment.
Rather than chasing mass production, ECNITY focuses on specialized excellence. We refine every detail — from motor winding to control algorithms — ensuring that each product embodies engineering precision and long-term reliability.
Sustainability is not an afterthought; it’s at the core of our innovation. By improving motor efficiency and reducing energy waste, ECNITY contributes to lower carbon emissions and a cleaner, more sustainable future.